Newsboy-The Metal Pour

March 8-15, 2005
Sculptor Bridgette Mongeon has documented the entire process of creating a figurine of a newsboy and a life-size bronze sculpture. Watch the artist work through these posts. In this blog, she has also included information for students and teachers. In the previous post, we learned about the dip and making a ceramic shell.
If you are lost and want to go back to the chronological running list of posts, follow this link.
It was exciting to get a call from the foundry, “We are going to pour tomorrow, if you want pictures come on by.”

oven so that the wax can
burn out. In this cavity the
metal will be poured.
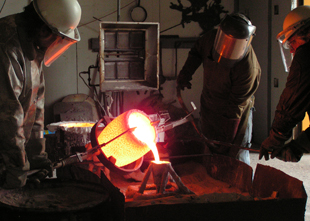
The foundry was a buzz with activity. The furnace roared in the corner announcing the event. The craftsmen had just poured one set of bronzes, which were glowing red on the pouring table. I shot some pictures of the glowing bronzes and then spoke with Scott, the foundry owner, about the rest of the process.

Wax is melted out and
it is ready to receive
the molten bronze.
The furnace is heated up to 1,950-2,150 degrees. Everdure bronze ingots consisting of copper 95.0%, manganese 1. %, silicon 4%, and other trace elements were resting on top of the lid of the furnace. I was told that it was important to heat them up and make sure there was not any moisture in the ingots. If there happened to be any moisture in an ingot when it was added to the molten bronze, a steam explosion could happen causing molten bronze to go everywhere. We had to wait a good 45 minutes for more bronze to melt before we could see the second pour.
Meanwhile, remember our dipped pieces of wax that were covered in a shell? The wax is burned out of the shell in a furnace, thus the term “lost wax method” of bronze casting. Once the shells are heated up again (the 1,200 degree furnace is shown to the left) they are ready to receive the molten bronze.

The heated shells are poured while they are balanced in a pouring table. This table, filled with sand, helps to contain any bronze that should come out of cracks, should our shell have some problems.The crucible holds about 140 pounds of molten metal. Scott tells me that it is not just the heat of the process that is tiring but also the lifting of the heavy crucible. For safety reasons they only pour 3-4 crucibles a day. It takes three people to pour. Someone guides the crucible – the lead pourer, while the second person helps with balance- the deadman. A third person is there for safety and skims the crucible of impurities before it is poured.Before we knew it the pour was done! Our shells had no problems and held all of the bronze quite nicely. After an hour or so the pieces are removed from the sand pit for devesting. With hammers and chisels the shells are carefully broken off of the newly cast bronze pieces. All of the gates and cups that poured with the bronze art will need to be removed and the pieces will be sandblasted.
Now that all of the pieces are poured the foundry brings our Newsboy to the next step- welding him together.

breaks off the ceramic shell.
STUDENTS AND TEACHERS
If you would like to know more about the bronze casting process watch this video from another one of Bridgette Mongeon’s projects. Want to know more about the making of metal over time? Check out this website that includes a wonderful infographic on the metals over time.